 |
|||
|
|
|||
|
Page Title:
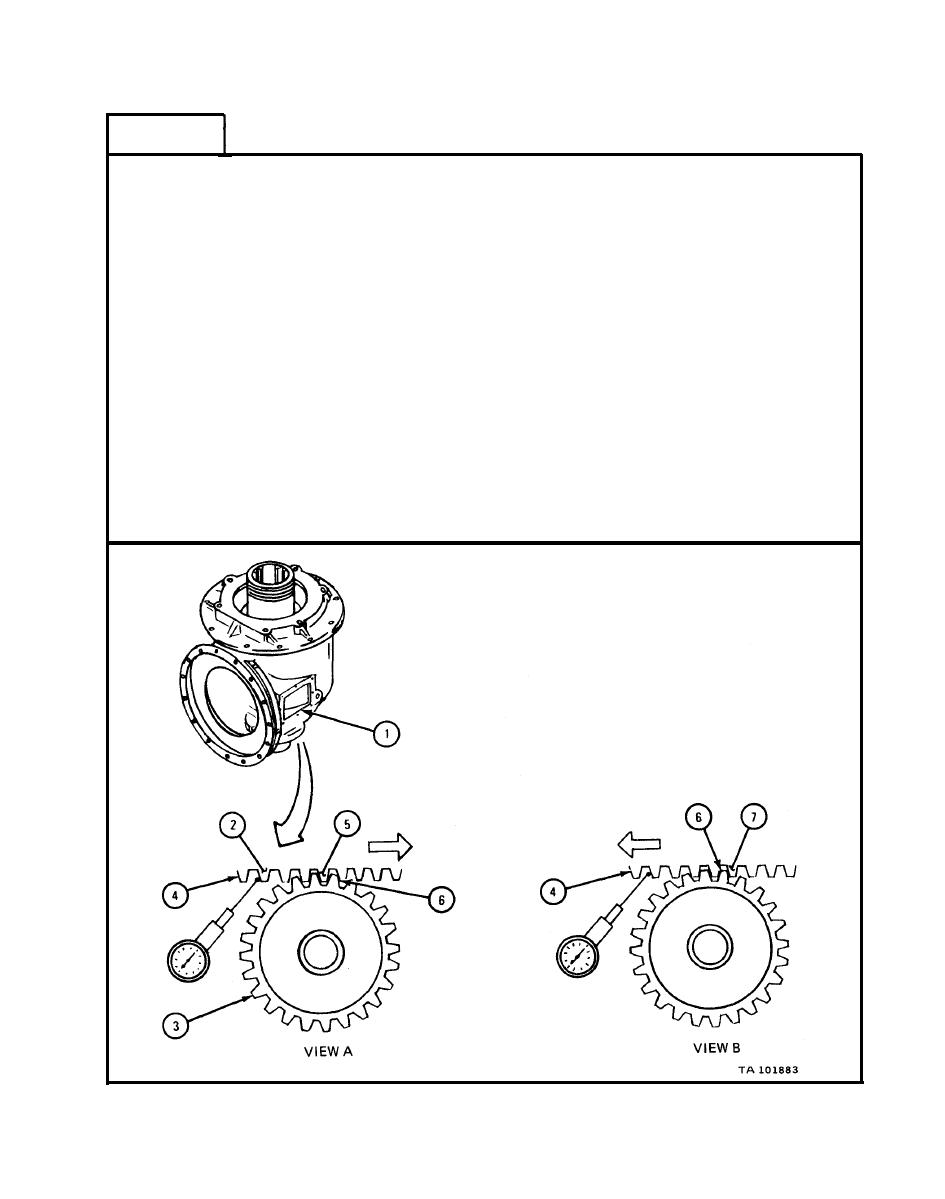
BORING CASE AND GEARS REMOVAL, REPAIR, AND REPLACEMENT (TRUCK M764) - continued |
|
||
| ||||||||||
|
|
 TM 9-2320-209-34-2-2
FRAME 10
Working through boring case inspection hole (1), mount dial indicator
1.
on housing and set stem against side of rack feed idler gear tooth (2)
as shown.
NOTE
When measuring backlash, make sure second reduction
feed pinion (3) does not turn. If pinion turns, back-
lash readings will be wrong.
2.
Turn idler gear (4) away from dial indicator until idler gear tooth (5) touches
pinion tooth (6) as shown in view A.
3.
Set dial indicator to read 0.
Turn idler gear (4) toward dial indicator until idler gear tooth (7) touches
4.
other side of pinion tooth (6) as shown in view B. Note reading on dial
indicator.
IF READING ON DIAL INDICATOR IS NOT BETWEEN .011 INCH TO .034 INCH,
GO TO FRAME 11.
IF READING ON DIAL INDICATOR IS BETWEEN .011 INCH to .034 INCH, GO TO
FRAME 12
17-523
|
|
Privacy Statement - Press Release - Copyright Information. - Contact Us |
